从追赶到领跑——西二线用X80钢国产化透析
 |
| X80钢管道焊接。 |
 |
| 管道检测。 |
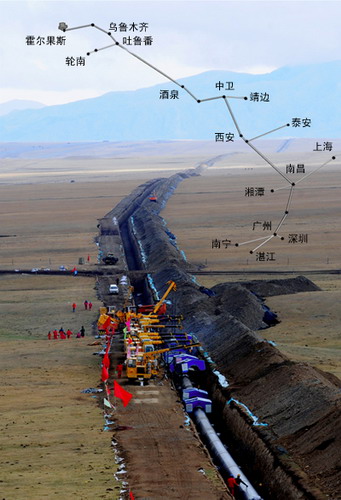 |
| 西二线西段施工。 |
油气大工程带动相关产业技术设备国产化,技术装备国产化又进一步支持工程建设,从而形成良性循环。从西气东输首次应用X70钢到西二线X80钢全面实现国产化,从追赶国际先进技术到引领世界管道潮流,这是石油大工程促进自主创新、带动产业升级换代、拉动内需的一个经典案例。
“西二线用X80钢国产化让我国管道业实现从追赶到引领的跨越。”中国工程院院士李鹤林如此评价。
11月初,从中国石油科技管理部传出消息,“西气东输二线工程关键技术研究第一阶段”成果显著,西二线用X80钢全面实现国产化。
X80再次成为人们关注的焦点。
国产,在合作中升级
“目前,欧、日、韩等多个国家和地区的钢铁企业在中国市场不具竞争优势,这就是X80钢国产化的直接结果。”西二线重大科技专项项目办公室副主任张可刚说。
如果将这件事与一个月前,欧洲和美国对中国钢铁企业实施“双反”调查的背景结合起来,就显得意味深长了。当欧美国家越来越多地采用“非市场手段”对我国企业进行狙击时,我们则开始学会用技术手段稳稳占领市场。
自2007年中国石油将X80钢有关技术研究列为重大科技项目以来,项目取得重大进展,并为西二线建设,为集团公司主营业务的快速发展提供了支撑和保障。
X80钢国产化与西二线工程紧密相关,可以说,它在一定程度上服务了中国能源战略的大局。
“X80钢在世界管道上使用的并不多,所以如果我们从国外采购的话,数量难以保证,价格也未必合适。我们反复研究后决定推动X80钢国产化。现在看来,这个决定是正确的。”集团公司副总经理、西二线重大科技专项领导小组组长廖永远对记者说。
然而,X80钢国产化的意义并不仅限于此。
中国钢铁协会发展与科技环保部品种技术处处长姜尚清认为,X80钢制造要求很高,它的研发和生产促使我国钢铁企业进行大幅度技术升级和提高管理水平。
X80钢的独特意义还体现在其商品化、市场化的方面,一个新兴技术成果迅速转化为现实生产力。
有人说,如果没有西二线工程,X80钢的技术成果无法市场化;而如果没有技术,工程就增加了成本。正是因为重大工程的依托,因为潜在的巨大市场,国内九大重要钢铁企业,甚至许多民营企业,才会奋力加入到技术创新的队伍。而这些技术又反作用于工程,迅速推动了技术商品化。
中国石油作为一个能源企业,如何才能将有些边缘化的钢铁课题运作成功?善于依靠外力,统筹多种资源,成为X80钢国产化在管理上的独到之处。中国石油与中国钢铁协会达成稳固的合作关系,依靠中钢协,统筹协调九大钢厂资源。同时,在内部资源上,有效整合科技管理部、规划总院、管材研究所、宝鸡石油钢管厂、管道建设项目经理部、管道局等企业,涵盖了X80钢国产化项目的科研、设计、采办、施工等全过程。
追赶,于质疑中起步
和西方发达国家比,我国X80钢国产化起步较晚。
发达国家在上个世纪中叶就开始研发X80钢级产品。1992年,世界首条采用X80钢的鲁尔管道问世。据统计,在西二线建设之前,世界上采用X80钢建设的管道加在一起近2000公里,而我国只有不到8公里的试验段。“这组数据一方面说明我们落后于西方国家,另一方面也说明我们可借鉴的成功先例有限,因为西二线干线近5000公里。”宝鸡石油钢管公司副总工程师杨忠文说。
而且,对于是否在西二线使用X80钢,并且进行国产化研究,国内专家意见不一。
有人质疑,除了国外成功经验稀少以外,研制X80高钢级产品风险太大。首先,产品的力学性能、材料参数并不确定,道路的曲折性可想而知。其次,X80高钢级产品国产化是一个系统工程,涉及材料研发机构、钢厂、制管企业等多家单位,能否衔接好每个环节是个未知数。如果各自为政,单靠市场利益驱动,这条生产链条很可能会断裂。
大规模国产化的路能否走得通?科学论证是不可逾越的环节。中国石油动用几十名专家进行了历时近半年的反复论证后发现,使用国产X80高钢级产品有诸多好处。
——降低成本。西二线设计输量为每年300亿立方米,主干线长达4865公里。如此长的管道投运后,如果光用泵输送,压力是有限的。在这种情况下,如果钢管钢级不变,就需要增加用钢量。据测算,如果西二线用管材料是X70钢,管道直径若达1016毫米,那么需要2条管线并行才能达到设计输量,成本显著增加。
在管道的建设投资中,钢管大致占总投资的30%至40%。据加拿大专家统计,每提高1个钢级,管线的建设费用会相应降低约7%至8%。
——战略需要。如果采用X80钢,西二线干线的用钢量约为300万吨,这相当于之前全世界20年X80用钢量之和。另外,到2015年前,中国石油累计建造管道长度将达到8万公里。这么大量,如果我们不走自主创新的路,那么对于管道运行的安全性、经济性和环保性等方面都是不利的。
——带动效益突出。X80钢国产化将带动我国冶金业、制造业发展,国内制管、设计、施工水平将上一个台阶,有利于提高这些单位参与国际竞争的能力。
这些明显优势让中国石油人意识到,X80钢国产化趋势不可逆转,一场声势浩大的自主创新行动即将拉开大幕。
领跑,迎难而上终成功
2005年3月26日,河北景县,西气东输冀宁支线12标段。
这天中午,两根用X80管线钢制成的管径为1016毫米、壁厚达15.3毫米的螺旋缝埋弧焊钢管成功对接,我国首条X80输气管线应用工程正式开工,全长7.9公里。随后,管道二公司225机组完成了第一道焊口焊接。
这是我国应用X80钢在在建管道施工的第一道焊口,也是我国在X80钢国产化迈出的重要一步。
好的开端不意味一帆风顺。在X80钢研发道路上可谓困难重重:首先,攻关涉及国内钢铁冶炼轧制、钢管成型制造等5个跨行业、跨学科技术领域,并且攻关时间只有1年半。其次,在7.9公里试验段基础上,要以100%国产化实现约300万吨钢管大批量生产。第三,必须全面实现工业化和商品化的技术突破,才能保障西二线工程建设按时完成。
面对前所未有的困难该怎么办?中国石油人的回答是“迎难而上”。
2007年5月,中国石油领导批准设立“西气东输二线工程关键技术研究”重大科技专项。
专项项目组瞄准制约工程的X80高钢级大口径管材与制管、基于应变的管道工程设计、施工、防腐、完整性管理、安全运行以及关键技术指标体系优化与标准制订等关键技术问题,设置了8个课题31个专题、组织了公司所属13家单位600余人进行攻关。
管道建设项目经理部组织编制了18项西二线产品系列标准,明确了试制评价方法和程序。
科研领军单位——管材所靠前服务,制订了《西气东输二线工程建设用X80钢管评价方案》等。
制管环节在项目链条中承上启下。西气东输一线钢管的主力供货商——宝鸡钢管公司担当了集团公司“高钢级大口径焊接钢管与管件研究”的项目长,并迅速组织精兵强将,经过反复试验、创新、改进。
焊接是制管研发的最大难点。要使焊缝具有优异的性能和质量,必须开发出与之匹配的焊丝和焊剂,同时配合适当的焊接工艺。宝鸡钢管厂“X80钢级螺旋埋弧焊管研究开发”课题长牛辉说:“这就好比做饭,焊丝、焊剂好比调料;焊接工艺好比做饭的方法。可口的饭菜不能只靠好材料,调料的搭配至关重要。为了让‘饭菜’可口,我们将‘调料’搭配试验了几千次,难度可想而知。”据牛辉介绍,在焊管研制过程中,他们周末从没休息过。虽然试验室离家步行只需10分钟,但无论主管领导还是基层科研人员,却曾三天三夜吃住在试验室。
就这样,在钢铁企业和中国石油共同努力下,X80高钢级产品的冶金设计、制管技术和焊接工艺等一系列难题被逐一攻克,不但成功生产出满足要求的X80级热轧卷板、宽厚板、螺旋埋弧焊钢管和直缝埋弧焊钢管,而且使国内厂家及工程施工企业具备了适应大批量商品生产能力,中国石油也掌握了X80钢从研制、开发到焊接的全部核心技术。
2008年1月13日,第一批630吨合格的X80钢从宝鸡钢管公司出厂,驶向新疆西二线工地。
随后,来自华北石油钢管厂、渤海石油装备制造有限公司等企业的X80钢源源不断送向一线,助推千里“气龙”在九州大地辗转腾挪,诉说管道人的豪迈。
“X80钢不会是我们使用的顶级钢级的产品,并且会更坚定地走国产化道路。”廖永远十分肯定地说。
美好前景,我们有理由期待。
声音
 |
| 李鹤林:机械工程材料和石油管工程专家、中国工程院院士 |
高钢级、高压力,大口径,是全世界管道业的发展趋势。我国的管道业在上世纪八九十年代滞后发达国家40年的情况下,短短一二十年时间里迅速发展,特别是以西二线为标志,我国管道业实现了从追赶到引领的跨越。
这个引领主要是指在工程实践方面。X80钢应用在工程领域取得突破,不过,我们在技术层面上,仍然处于跟踪研究阶段。
 |
| 吴宏:管道建设项目经理部总经理 |
说我国管道业进入领跑者行列,指的是一个综合指标,而非单纯指X80的钢级。
例如,我们正在建设的中缅管道,使用了X70钢管,但它在设计理念、工程施工、运营等方面也一定会是世界领先水平。
中国石油像一个集成商,把设计、制造、施工、科研汇集一起,使X80在西二线获得成功,顺应了世界管道业的趋势。
 |
| 毕宗岳:宝鸡钢管公司焊管研究所所长 |
X80钢促使各钢厂提升了冶金水平,成型工艺和焊接工艺也要相应提高,所以客观上也推动了制管水平,所以说,X80钢国产化使钢厂和制管企业的工艺水平相互推动。当然,这也得益于有西二线项目这个大平台。X80钢国产化还影响了印度的东气西送工程,他们也从我国进口了大量X80钢。所以,这个项目的影响是巨大的。
西二线应用X80钢纪要
2006年8月22日,中国石油在京召开西二线建设技术研讨会,与会专家充分论证后,建议即将启动的西二线工程采用12兆帕输送压力,直径1219毫米、X80级管线钢。
2006年底,西二线采用X80管线钢的意见得到集团公司初步认可。
2007年1月,X80高压输气管道断裂控制技术国际研讨会在西安召开,对X80钢的止裂韧性指标等关键问题充分论证,解决了X80的安全评价问题。
2007年5月,中国石油将西二线工程关键技术研究列入重大科技专项。
2007年6月1日,中国石油X80试制启动会召开,会议明确了X80管线钢的试制、鉴定程序和试验进度要求。
2007年8月起,太钢、宝钢、武钢等陆续通过单炉试制,开始千吨试制工作。
2007年9月底至10月初,集团公司副总经理廖永远赴宝钢、首钢等企业考察X80试制进度。通过考察,集团公司党组进一步坚定了使用X80钢的信心。
2007年12月20日,马钢、太钢、武钢、鞍钢、首钢18.4毫米X80热轧卷板和宝鸡、华北管厂生产的1212×18.4毫米X80螺旋钢管通过鉴定。工程开工所需X80钢管具备批量生产条件。
2008年1月,国产X80钢正式投入批量生产。由于首次生产这种高强度钢,生产初期各钢厂把优化工艺参数、稳定生产作为攻关目标继续加大投入。
2008年1月底,宝鸡钢管厂、华北管厂按期将首批螺旋钢管发往施工现场。
2008年2月19日,宝钢、沙钢生产的22毫米X80宽厚板,巨龙公司生产的1212×22毫米X80直缝埋弧焊钢管等产品通过鉴定。
2008年5月、9月和12月又陆续组织了1212×27.5毫米直缝埋弧焊钢管、各种厚度弯管、管件的鉴定,西二线所需各种X80材料陆续实现国产化。
2009年11月6日,X80钢全部采购完毕。除24.5万吨直缝管为进口外,西二线干线250多万吨的X80钢管均实现了国产化。
数说X80
9项:西二线重大科技专项取得了重大成果,工程急需的X80高钢级大口径螺旋焊管、直缝焊管、热煨弯管、热拔三通管件等5大类9项新产品全部研制成功。
42亿:在西二线上用X80钢管比用X70钢管节约钢材约42万吨,节约投资约42亿元,经济效益明显。
84亿:中国石油首次在世界管道建设中采用100%中国制造的直径1219毫米X80钢管产品,国产X80钢板和钢管比进口价格低约30%,节约投资约84亿元。
150亿:西二线重大科技专项引领国内相关企业增强了生产能力,目前我国X80钢管产能达每年150万吨,钢厂和管厂年产值约150亿元。
400万:X80钢项目引领中国主要9家钢铁企业和5家钢管制造企业实现X80管线钢管直径1219毫米系列新产品400万吨的大批量国产化制造生产能力。
 |
西二线之最
受益区域最广:西气东输二线西起新疆霍尔果斯口岸,向西与横跨土库曼斯坦、乌兹别克斯坦、哈萨克斯坦同步建设的中亚天然气管道相连,南至香港,东达上海,途经新疆、甘肃、宁夏、陕西、河南、湖北、江西、广东、广西、浙江、上海、江苏、湖南、山东等14个省、直辖市、自治区以及香港特别行政区。
管线最长:西气东输二线工程包括1条主干线、8条支干线、26座压气站、3座地下储气库和深圳LNG调峰站。西二线管道主干线4865公里,全长8653多公里,是目前我国最长的管道。
拉动作用最大:西气东输二线工程的建设,将产生巨大的经济拉动作用,预计带动国内钢材、设备、材料、施工及天然气利用等相关产业直接投资3000多亿元。
 |
名词解释
管线钢:制造石油、天然气集输管和长输管,或煤炭、建材浆体输送管等用的中厚板和板卷称为管线用钢(管线钢)。
一般采用中厚板制成厚壁直缝焊管,而板卷用于生产直缝电阻焊管或埋弧螺旋焊管。国内拥有每年70万吨口径在1800毫米内的螺旋焊管的生产能力,近年已建立了口径在1600毫米内的直缝厚壁焊管的生产线。
X80:X80是高强度管线钢的美国分类型号。“X80”即管线钢管最小屈服强度80000psi(552兆帕)的前两位。早期的管线钢一直采用碳、锰、硅型的普通碳素钢,在冶金上侧重于性能,对化学成分没有严格规定。20世纪60年代开始,随着输油、气管道输送压力和管径的增大,开始采用低合金高强钢。
 |
国外管线钢应用概况
在国外,日本钢铁学会于1978年组织日本5大钢铁公司,成立了一个高强度管线钢管委员会。上世纪80年代,该委员会建立了可以计算出钢管延性裂纹瞬时扩展速度和距离的模拟管道钢管延性长程开裂的理论模型。这种模型可以预测X70级和X80级钢管的裂纹扩展,最终生产出X80级管线钢。
世界各国对油气管道钢材使用的理念存在较大差异。欧美国家大多主张高钢级、高压力、小口径的输送方式。这对管道板材要求很高,通常需要缩小口径才能保证高压力。这样做的好处是中途所需加压站少,节约投资。
俄罗斯等国偏爱大口径、低压力,油气管道动辄就是1米多的直径,但是他们普遍采用低压力的输送方式,这样做的好处是输量很高,但是中途需要增建加压站,投资偏高。